

环境保护

新能源

制药

船舶

污水处理

石油化工

食品

电力
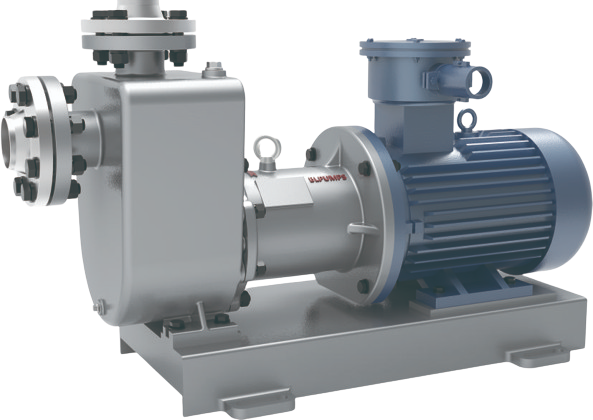
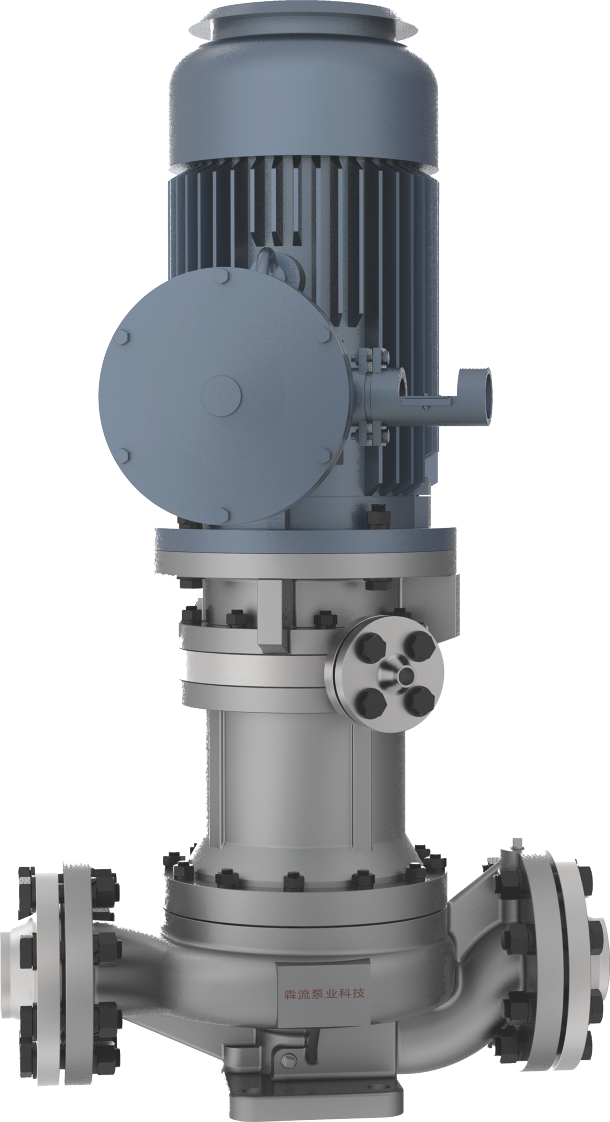
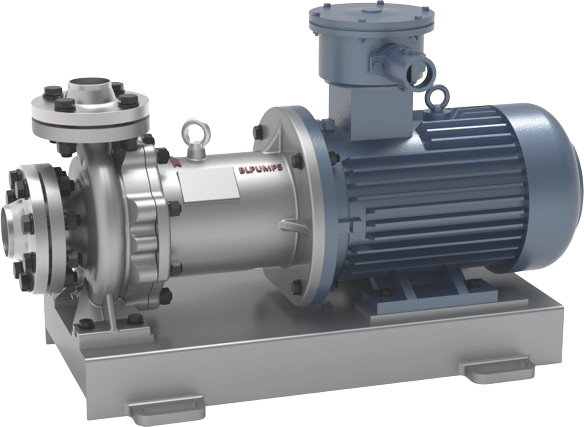
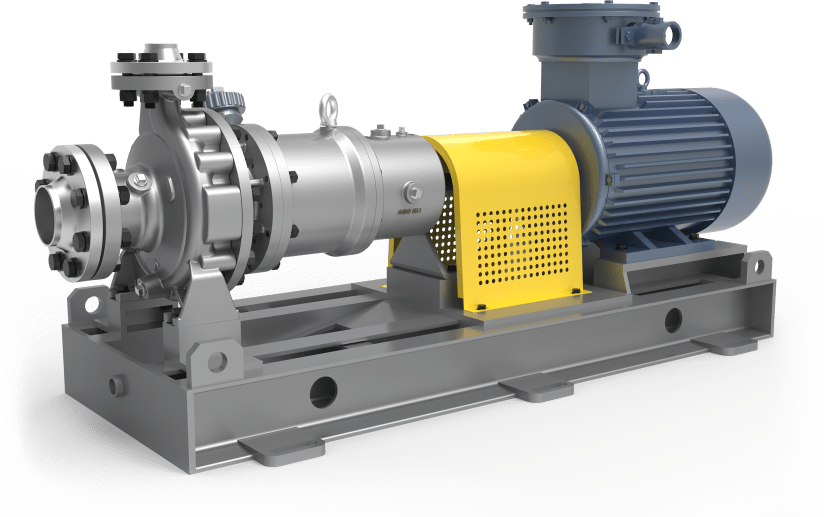
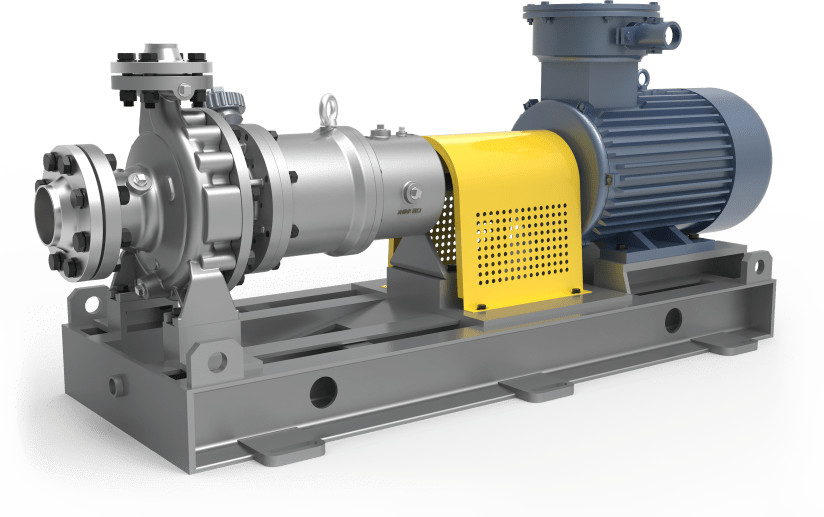
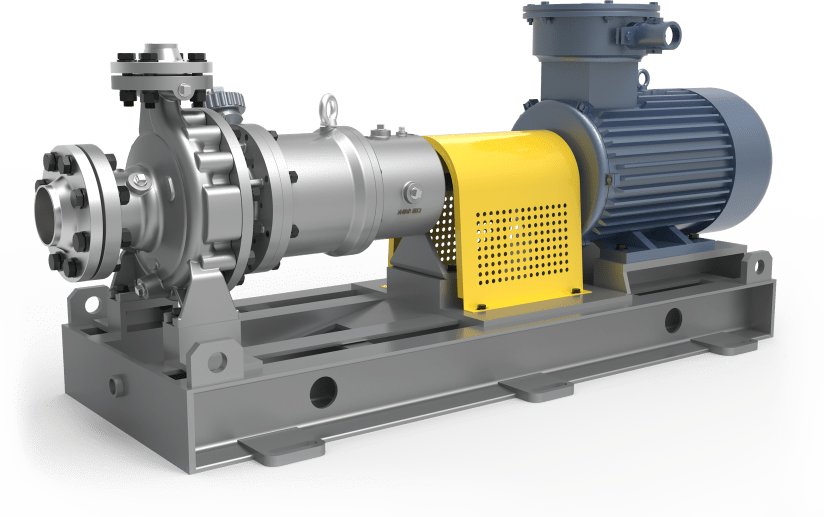
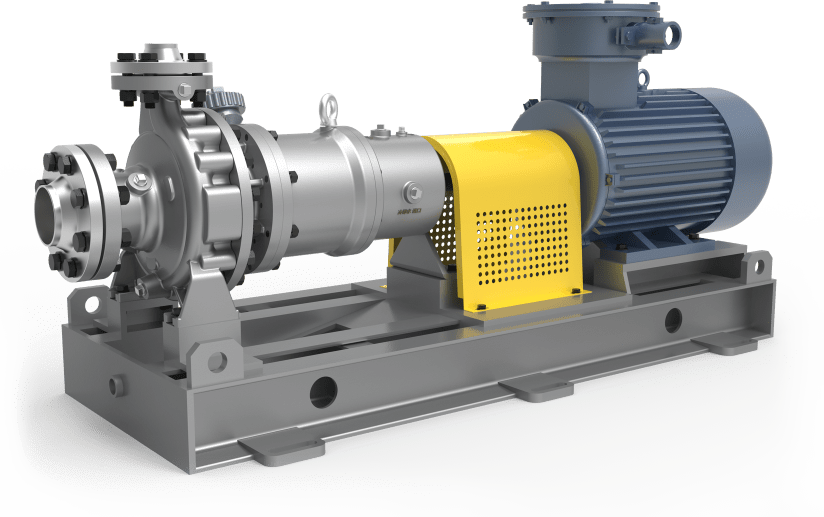
磁力泵在石油化工行业中起到了至关重要的作用,主要体现在以下几个方面:
输送腐蚀性和危险化学品:
石油化工行业经常需要处理各种腐蚀性和危险化学品,如酸、碱、溶剂和其他反应物。磁力泵由于其无泄漏设计和耐腐蚀材料,能够安全有效地输送这些化学品,防止泄漏和污染,保障了操作人员和设备的安全。
处理高温和低温介质:
在石油化工生产过程中,磁力泵用于输送高温和低温介质,如高温油品和低温液化气体。其特殊设计能够在极端温度下保持稳定运行,确保生产过程的连续性和安全性。
反应器进料和产品输送:
磁力泵用于反应器进料和产品输送过程中,确保反应物和产品的准确计量和输送。无泄漏特性避免了化学品的损失和环境污染,提高了生产效率和产品质量。
催化剂和添加剂输送:
在催化反应和其他工艺过程中,磁力泵用于输送各种催化剂和添加剂。其高精度和无泄漏设计确保了催化剂和添加剂的准确投加,优化了反应条件,提高了工艺效率。
废水和废液处理:
磁力泵在石油化工行业的废水和废液处理系统中,用于输送含有腐蚀性和有毒物质的废水和废液。其耐腐蚀和无泄漏设计保证了废水处理过程的安全和环保,防止二次污染。
溶剂回收:
在溶剂回收过程中,磁力泵用于输送和处理各种有机溶剂,确保溶剂回收系统的高效运行和溶剂的纯净度。无泄漏设计减少了溶剂损失,降低了运行成本。
油品输送:
磁力泵用于原油、成品油和中间产品的输送,确保油品在不同工艺环节的安全和高效传输。其无泄漏特性防止了油品泄漏,减少了环境污染和资源浪费。
气体处理:
在气体处理和液化气体输送过程中,磁力泵用于输送和压缩气体。其高效性能和无泄漏设计确保了气体处理过程的安全和高效,防止气体泄漏和环境污染。
总的来说,磁力泵在石油化工行业中,通过其无泄漏、耐腐蚀、高温和低温适应性、高效和可靠的特性,为输送腐蚀性和危险化学品、处理高温和低温介质、反应器进料和产品输送、催化剂和添加剂输送、废水和废液处理、溶剂回收、油品输送以及气体处理等各个环节提供了关键支持。这不仅提高了生产效率和安全性,还有效地减少了环境污染,推动了石油化工行业的可持续发展。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}